
Die unmittelbare Herausforderung für Neueinsteiger in die 3D-Drucktechnologie besteht darin, zwischen den verschiedenen 3D Druck Verfahren und den verfügbaren Materialien zu unterscheiden. Bis man schließlich auf der Suche nach 3D Drucker Vorlagen endet.
Hier erleutern wir die Unterschiede zwischen den Arten des 3D-Drucks. Bei so vielen verschiedenen Akronymen der Verfahren kann es ziemlich verwirrend werden. Das erste, was man verstehen muss ist, dass 3D-Druck eigentlich ein Oberbegriff ist, der eine Gruppe von 3D Druck Verfahren umfasst.
Obwohl die Medien den Begriff 3D-Druck gerne als Synonym für alle Additiven Fertigungsverfahren verwenden, gibt es tatsächlich viele einzelne Verfahren, die sich in ihrer Art der Schichtherstellung unterscheiden.
Die einzelnen Verfahren unterscheiden sich je nach dem verwendeten Material und der Maschinentechnologie. Daher zielt der 2015 geschaffene Standard ISO/ASTM 52900 darauf ab, die gesamte Terminologie zu standardisieren und die verschiedenen Arten von 3D-Druckern zu klassifizieren.
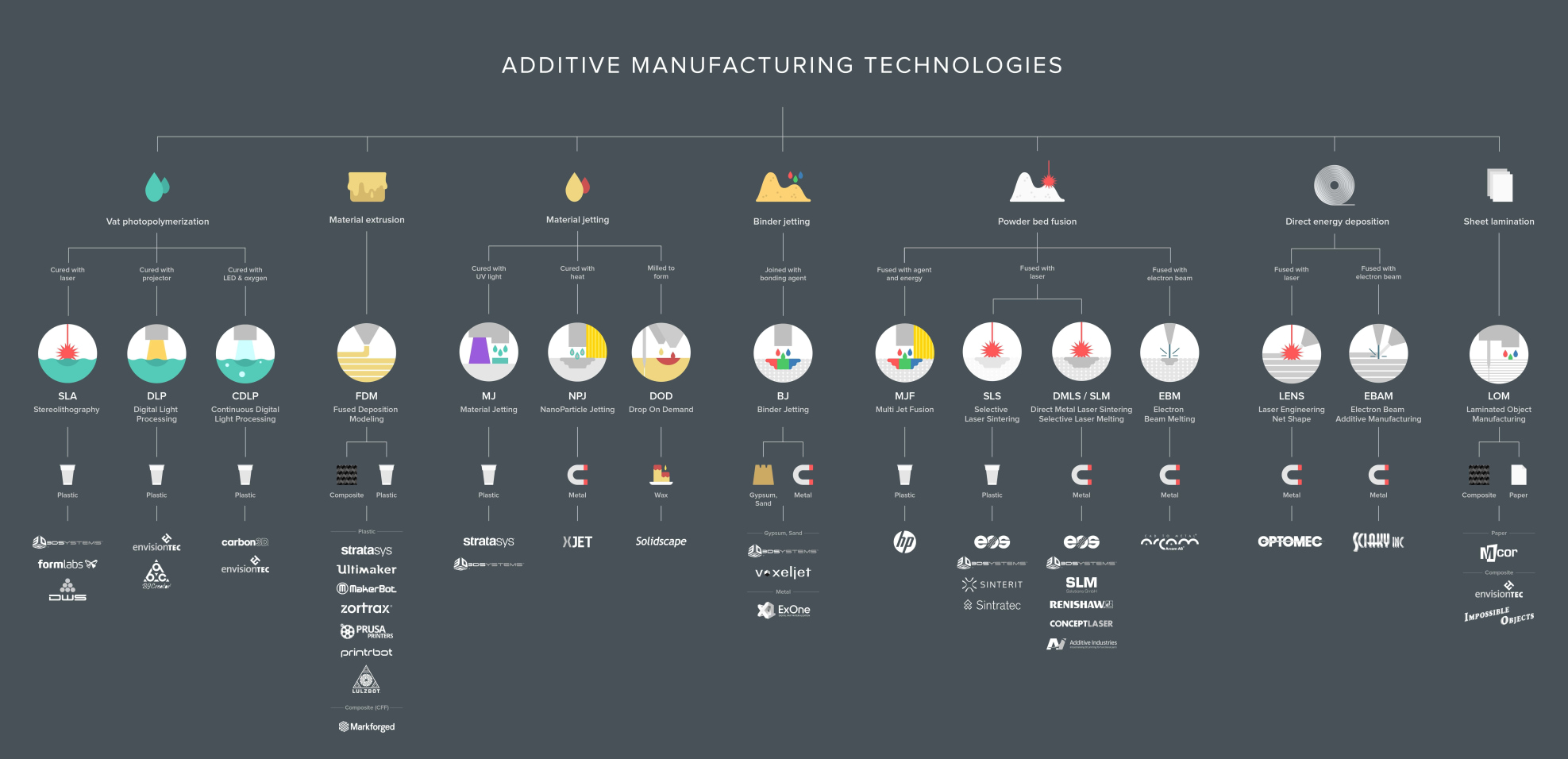
Eine Reihe von Standards, die das Spektrum der Additiven Fertigungsverfahren in 7 Kategorien klassifizieren, wurden identifiziert und festgelegt. Diese sieben 3D Druck Verfahren brachten verschiedene Arten von Technologien mit sich, die 3D-Drucker heute verwenden.
Materialextrusionsgeräte sind die weltweit am häufigsten und billigsten verfügbaren Arten der 3D-Drucktechnologien. Sie kennen sie vielleicht als Fused Deposition Modeling oder FDM. Sie werden manchmal auch als Fused Filament Fabrication oder FFF bezeichnet.
Die Funktionsweise besteht darin, dass eine Spule Filament in den 3D-Drucker geladen und zu einer Druckerdüse im Extrusionskopf geführt wird. Die Druckerdüse wird auf die gewünschte Temperatur erwärmt, woraufhin ein Motor das Filament durch die beheizte Düse schiebt und es zum Schmelzen bringt.
Der Drucker bewegt dann den Extrusionskopf entlang vorgegebener Koordinaten und legt das geschmolzene Material auf die Bauplatte ab, wo es abkühlt und erstarrt. Sobald eine Schicht fertig ist, fährt der Drucker fort, um eine weitere Schicht abzulegen. Dieser Prozess des Druckens von Querschnitten wird wiederholt, indem Schicht auf Schicht aufgebaut wird, bis das Objekt vollständig geformt ist.
Abhängig von der Geometrie des Objekts ist es manchmal notwendig, Stützstrukturen hinzuzufügen, z.B. wenn ein Modell steil überhängende Teile aufweist.
Verwendete Materialien
Polymere und Kuststoffe: ABS, Nylon, PLA, PC, AB
⊕ Weitverbreitetes und kostengünstiges Verfahren
⊕ Es kann Kunststoff verwendet werden, der gute strukturelle Eigenschaften hat und leicht zugänglich ist
− Der Düsenradius begrenzt und reduziert die Endqualität
− Genauigkeit und Geschwindigkeit sind im Vergleich zu anderen Verfahren gering, und die Genauigkeit des endgültigen Modells ist auf die Materialdüsendicke beschränkt.
− Ein konstanter Druck des Materials ist erforderlich, um die Qualität der Endbearbeitung zu erhöhen
Vat-Polymerisation kann man auf Deutsch mit Wannen/Behälter/Tank Polymerisation übersetzen, im Folgenden wird einfach der englische Begriff verwendet.
Die Vat-Polymerisation ist ein 3D Druck Verfahren, bei dem eine Lichtquelle ein Photopolymerharz in einem Bottich/Wanne selektiv aushärtet. Die gebräuchlichsten Formen der Vat-Polymerisation sind SLA (Stereolithografie), DLP (Digital Light Processing) und MSLA (Masked Stereolithography).
Der grundlegende Unterschied zwischen diesen Arten der 3D-Drucktechnologie liegt in der Lichtquelle, die zur Aushärtung des Harzes verwendet wird. SLA-Drucker verwenden einen Punktlaser, im Gegensatz zum Voxel-Ansatz, der von einem DLP- und MSLA- Drucker verwendet wird.
Photopolymerisation - Schritt für Schritt

SLA hat die historische Auszeichnung, die erste 3D-Drucktechnologie der Welt zu sein. Die Stereolithografie wurde 1986 von Chuck Hull erfunden, der die Technologie zum Patent anmeldete und die Firma 3D Systems gründete, um sie zu vermarkten.
Ein SLA-Drucker verwendet Spiegel, die als Galvanometer oder Galvos bekannt sind, wobei einer auf der X-Achse und ein anderer auf der Y-Achse positioniert ist. Diese Galvos richten einen Laserstrahl schnell über einen Bottich mit Harz, härten selektiv aus und verfestigen einen Querschnitt des Objekts innerhalb dieses Gebäudebereichs und bauen ihn Schicht für Schicht auf.
Die meisten SLA-Drucker verwenden einen Festkörperlaser zum Aushärten von Teilen. Der Nachteil dieser Art von 3D-Drucktechnologie mit einem Punktlaser ist, dass es im Vergleich zu DLP länger dauern kann, den Querschnitt eines Objekts zu verfolgen.
Betrachtet man die DLP Drucker, so sind diese Arten der 3D-Druckverfahren fast identisch mit SLA. Der Hauptunterschied besteht darin, dass DLP einen digitalen Lichtprojektor verwendet, um ein einzelnes Bild jeder Schicht auf einmal zu belichten (oder mehrere Belichtungen) für größere Teile.
Da der Projektor ein digitaler Bildschirm ist, setzt sich das Bild jeder Schicht aus quadratischen Pixeln zusammen, was zu einer Schicht führt, die aus kleinen rechteckigen Blöcken, so genannten Voxeln, besteht.
Mit DLP können im Vergleich zu SLA schnellere Druckzeiten erzielt werden. Das liegt daran, dass eine ganze Schicht auf einmal belichtet wird, anstatt die Querschnittsfläche mit dem Punkt eines Lasers abzutasten.
Das Licht wird mithilfe von LED Bildschirmen oder einer UV Lichtquelle (Lampe) auf das Harz projiziert, dabei wird das Licht von einem digitalen Mikrospiegelgerät (Digital Micromirror Device, DMD) auf die Bauoberfläche gerichtet. Ein DMD ist eine Ansammlung von Mikrospiegeln, die steuern wohin das Licht projiziert wird und das Lichtmuster auf der Bauoberfläche erzeugen.
Bei der maskierten Stereolithografie werden angeordnete LEDs als Lichtquelle verwendet, das UV-Licht durch einen LCD-Bildschirm strahlt, der eine einzelne Schicht als Maske anzeigt - daher der Name.

Wie DLP wird die LCD-Fotomaske digital angezeigt und besteht aus quadratischen Pixeln. Die Pixelgröße der LCD-Fotomaske definiert die Auflösung eines Drucks. Die XY-Genauigkeit ist also fest und hängt nicht davon ab, wie gut man das Objektiv zoomen/skalieren kann, wie es bei DLP der Fall ist.
Ein weiterer Unterschied zwischen DLP-basierten 3D Druckern und dem MSLA-Druck Verfahren besteht darin, dass letztere eine Ansammlung aus Hunderten Einzelemittern verwendet und nicht eine einzelne Punktlichtquelle wie eine Laserdiode oder einer DLP-Lampe.
Ähnlich wie DLP kann MSLA unter bestimmten Bedingungen im Vergleich zu SLA schnellere Druckzeiten erzielen. Das liegt daran, dass eine ganze Schicht auf einmal belichtet wird, anstatt die Querschnittsfläche mit dem Punkt eines Lasers abzutasten. Aufgrund der niedrigen Kosten von LCD-Einheiten hat sich MSLA zur ersten Wahl für das Segment der preisgünstigen Desktop-Harzdrucker entwickelt.
Material Jetting (MJ) funktioniert auf ähnliche Weise wie ein herkömmlicher Tintenstrahldrucker. Der Hauptunterschied besteht darin, dass statt einer einzelnen Tintenschicht mehrere Schichten aufeinander aufgebaut werden, um ein Teil zu erzeugen.
Der Druckkopf strahlt Hunderte von winzigen Photopolymertröpfchen aus und härtet/verfestigt sie dann mit Hilfe von UV Licht. Nachdem eine Schicht aufgetragen und ausgehärtet ist, wird die Bauplattform um eine Schichtdicke abgesenkt, und der Vorgang wird wiederholt, um ein 3D-Objekt aufzubauen.
Das Material Jetting 3D Druck Verfahren unterscheidet sich von anderen Verfahren, bei denen das Baumaterial durch eine punktuelle Beschichtung aufgebracht, gesintert oder ausgehärtet wird. Anstatt einen einzelnen Punkt zu verwenden, um einem Pfad zu folgen, der die Querschnittsfläche einer Schicht umreißt, setzen MJ-Maschinen Baumaterial schnell und zeilenweise ab.
Der Vorteil der zeilenweisen Beschichtung besteht darin, dass 3D Drucker mit diesem Verfahren mehrere Objekte in einer einzigen Zeile herstellen können, ohne die Aufbaugeschwindigkeit zu beeinträchtigen. Solange die Modelle korrekt angeordnet sind und der Raum innerhalb jeder Baulinie optimiert ist, kann MJ Teile schneller herstellen als andere 3D-Druckertypen.
Mit Material Jetting hergestellte Objekte benötigen Tröger/Stützen, die während des Baus gleichzeitig aus einem löslichen Material gedruckt wird, das in der Nachbearbeitungsphase entfernt wird. MJ gehört zu den wenigen 3D Druck Verfahren, die Objekte aus mehreren Materialien und in Vollfarbe herstellen können.
⊕ Es können Teile mit sehr hoher Maßgenauigkeit hergestellt werden, die Teile sind glatt und mit Oberflächen, die dem Spritzgussverfahren vergleichbar sind.
⊕ Erzeugte Teile haben homogene, mechanische und thermische Eigenschaften.
⊕ Durch Verwendung von mehreren Materialien wird die Erstellung von genauen visuellen und haptischen Prototypen ermöglicht.
− Gedruckte Teile eignen sich hauptsächlich für nicht funktionale Prototypen, da sie schlechte mechanische Eigenschaften (geringe Reißfestigkeit) aufweisen.
− MJ-Materialien sind lichtempfindlich und ihre mechanischen Eigenschaften verschlechtern sich mit der Zeit.
− Die hohen Kosten des 3D Druck Verfahren mit Material Jetting macht es für einige Anwendungen finanziell nicht sinnvoll.

Material Jetting - Schritt für Schritt
Binder Jetting ist ein 3D Druck Verfahren, bei dem ein flüssiges Bindemittel gezielt Bereiche eines Pulverbettes bindet.
Im Gegensatz zu SLS, bei dem ein Laser zum Sintern des Pulvers verwendet wird, bewegt man beim Binder Jetting einen Druckkopf über die Pulveroberfläche und scheidet Bindemittel Tröpfchen ab, die typischerweise einen Durchmesser von 80 Mikrometern haben. Diese Tröpfchen binden die Pulverpartikel zusammen, um jede Schicht des Objekts herzustellen.
Sobald eine Schicht gedruckt wurde, wird das Pulverbett abgesenkt, und eine neue Pulverschicht wird über die kürzlich gedruckte Schicht verteilt. Dieser Vorgang wird so lange wiederholt, bis ein vollständiges Objekt geformt ist.
Der Gegenstand wird dann im Pulver belassen, um auszuhärten und an Festigkeit zu gewinnen. Danach wird das Objekt aus dem Pulverbett entfernt, und ungebundenes Pulver wird mit Druckluft entfernt. Man unterscheidet zwischen Sand Binder Jetting und Metal Binding Jetting, den Namen entsprechend werden Sand/Gips bzw. Metalle als Materialien eingesetzt.
⊕ Kostengünstige Serienfertigung von Metallteilen
⊕ Mehrfarbige Prototypen in Acryl oder Sand
− Schlechtere Materialeigenschaften als DMLS/SLM
− Zusätzliche Nachbearbeitung kann den Gesamtprozess erheblich verlängern.
− Kleine Details sind möglicherweise nicht druckbar.

Binder Jetting – Schritt für Schritt
Das 3D Druck Verfahren der Pulverbettfusion (engl. Powder Bed Fusion) sorgt für präzise Ergebnisse. Diese Technik ermöglicht die Herstellung einer Vielzahl geometrisch komplexer Produkte mit einer thermischen Energiequelle, hauptsächlich Laser- oder Elektronenstrahlen, um Pulverpartikel schichtweise zu verschmelzen und somit ein festes Objekt zu bilden.
Hersteller können von einer erheblichen Designfreiheit profitieren, da dieses 3D Druck Verfahren mehrere praktikable Technologien und Materialien präsentiert.

Pulverbettfusion – Schritt für Schritt
Insbesondere diese 3D Druck Verfahren gehören zur Pulverbettfusion Katergorie
Das 3D Druck Verfahren SLS (engl. Selective Laser Sintering) verwendet einen Laser, um pulverförmiges Material Schicht für Schicht zu sintern bzw. verbinden, um eine feste Struktur zu erzeugen. Während des Vorgangs wirkt das nicht bestrahle Pulver als Stütze. Das Endprodukt, welches noch mit Restpulver bedeckt ist, wird dann mit Bürsten und Druckluft gereinigt. Zu den wichtigsten Materialien, die im SLS-3D-Druckverfahren verwendet werden, gehören Polyamid (Nylon), Alumid (eine Mischung aus grauem Aluminiumpulver und Polyamid) und gummiartige Materialien. Konstrukteure sollten die Anfälligkeit für Schrumpfung und Verformung von dünnen Teilen während der Konstruktionsphase berücksichtigen.
Das Herstellen von Teilen mittels selektivem Laserschmelzen (SLM, engl. Selective Laser Melting) und direktem Metall-Laser-Sintern (DMLS), funktioniert technisch wie das SLS Verfahren, mit dem Unterschied das es ausschließlich zur Herstellung von Metallteilen verwendet wird. SLM erreicht ein vollständiges Schmelzen des Pulvers, sodass Einzelkomponenten wie Aluminium, für die Herstellung leichter, robuster Ersatzteile und Prototypen verwendet werden können.
DMLS sintert das Pulver und ist auf Legierungen, einschließlich titanbasierten Legierungen, beschränkt. Diese Methoden erfordern zusätzliche Stützelemente, um die hohe Restspannung auszugleichen und das Auftreten von Verzerrungen zu begrenzen. Beim SLS Verfahren dient das Restpulver als Stütze, hier reicht es jedoch nicht aus. Anwendungen umfassen Schmuck- und Zahnindustrie, Ersatzteile und Prototypen.
Bei diesem 3D Druck Verfahren wird eine Verschmelzung durch den Einsatz eines hochenergetischen Elektronenstrahls erreicht, damit entstehen weniger Restspannungen, was also zu weniger Verzerrungen im Endprodukt führt. Es wird weniger Energie verbraucht und Schichten können schneller produziert werden als beim SLS Vorgang. Diese Methode eignet sich am besten für anspruchsvolle Branchen wie die Luft- und Raumfahrt, Militär und medizinische Prothesen.
Das 3D Druck Verfahren mit dem Namen Multi Jet Fusion (MJF) unterscheidet sich von den oben genannten Methoden: Es wird zwar auch mit Pulverpartikeln gearbeitet, aber fürs schmelzen wird kein Laser benötigt.

Beim MJF Verfahren wird mit zwei speziellen Flüssigkeiten gearbeitet, diese werden Fusion & Detailing Agent genannt. Eine wärmeleitende Flüssigkeit (Fusion Agent), wird dort eingespritzt wo Pulverpartikel selektiv geschmolzen werden müssen. Für scharfe Kanten und eine gute Oberflächenqualität, wird eine kühlende Flüssigkeit (Detailing Agent) um die Konturen gespritzt.
Unmittelbar nach dem Aufbringen wird jede Schicht mit Infrarotlicht erwärmt. Die Bereiche mit dem Fusion Agent werden stärker erhitzt und verschmelzen. Der Detailing Agent sorgt dafür, dass der Verschmelzungsprozess punkgenau eingegrenzt wird, und sorgt so für exakte Kanten.
Es handelt sich um ein komplexeres 3D Druck Verfahren:
Eine typische DED-Maschine besteht aus einer Düse, die an einem mehrachsigen Arm montiert ist und geschmolzenes Material auf die vorgegebene Oberfläche aufbringt, auf der es sich dann verfestigt. Der Prozess ähnelt im Prinzip der Materialextrusion.
Die Düse kann sich in mehrere Richtungen bewegen und ist nicht an eine bestimmte Achse gebunden. Das Material, das aus jedem beliebigen Winkel aufgetragen werden kann, wird beim Auftragen mit einem Laser- oder Elektronenstrahl geschmolzen. Das Verfahren kann bei Polymeren und Keramiken angewendet werden, wird aber üblicherweise bei Metallen in Form von Pulver oder Draht eingesetzt.

Einen „FDM“ und „Harz basierten“ 3D Drucker kann man sich für den privaten Haushalt problemlos besorgen, es gibt eine Menge Auswahl in verschiedenen Preissegmenten für Hobbyisten oder Interessierte die in den 3D Druck einsteigen wollen. Im Gegensatz findet man die anderen 3D Druck Verfahren bisher hauptsächlich in der Industrie für Produktionsstätten und Fabriken, da diese deutlich Teurer sind, größeren Wartungsaufwand haben und weitere Nachbearbeitungsprozesse benötigen. Diese gibt es vermehrt als "bürofreundliche 3D Drucker" für Designfirmen bzw. Abteilungen die fürs Entwerfen verantwortlich sind. Als nächstes sollte es dann diese für den privaten Endverbraucher geben!